Műszaki adatok
- Hegesztési módszer: MMA | MMA PULSE | TIG-LIFT | TIG-LIFT PULZUS
- Tápellátás: 230 V / 50 Hz
- Energiafogyasztás: 7,6 kVA
- MMA hegesztőáram tartomány: 20–330 [A]
- TIG hegesztőáram tartomány: 15–330 [A]
- Hegesztőáram, 100%-os munkaciklus: 262 A
- Hegesztőáram, 60% terhelhetőség: 330 A
- Névleges munkaciklus: 60 %
- Elektróda huzalátmérő: 1,6–4 mm
- Szigetelési osztály: F
- Védelmi besorolás:IP21S
- Tápkábel hossza:155 cm
- Az eszköz súlya: 3,4 kg
- Bruttó tömeg: 5 kg
A PM-IMGT-330L modell egy inverteres hegesztőgép, amelynek kialakítása hatékony IGBT tranzisztorokon alapul. ÁtlátszóLCDkijelzővel van felszerelve, amely a gombokkal beállított aktuális hegesztőáramot mutatja.
A hegesztőgép ventilátorral van felszerelve, amely hűti az elektronikus áramköröket és más alkatrészeket, valamint egy hőérzékelővel, amely megvédi a készüléket a túlmelegedéstől.
Tartalom beállítása
- Hegesztő POWERMAT PM-IMGT-330L
- Földkábel (200 cm)
- Hegesztőkábel (200 cm)
- Hegesztőmaszk
- Kalapács ecsettel
- Eredeti csomagolás
- Lengyel nyelvű felhasználói kézikönyv
A PM-IMGT-330L eszköz tulajdonságai
Beépített automatikus funkciók, amelyek megkönnyítik a munkát:
A
HOT START, közismertebb nevén hot start, lehetővé teszi a hegesztőáram ideiglenes növelését a hegesztő által beállított érték fölé. A HOT START akkor működik, amikor az ív meggyullad, és célja, hogy megakadályozza az elektróda hozzátapadását az anyaghoz. Sokkal könnyebbé teszi az elektróda meggyújtását.
Az
ANTI STICKlevágja/minimalizálja a hegesztési feszültséget és áramerősséget az elektróda és a hegesztett anyag közötti rövidzárlat esetén. Az ANTI STICK segítségével a hegesztő könnyebben eltávolíthatja az elektródát.
Az
ARC FORCE stabilizálja az ívet, függetlenül annak hosszától. A funkcióértékek csökkentése lágy ívet és kisebb behatolási mélységet eredményez, míg a funkcióértékek növelése mélyebb behatolást és rövid ívhegesztés lehetőségét eredményezi. Az ARC FORCE funkció legmagasabb értékével lehetséges, hogy az elektródát az olvadt fém medencéjébe nyomjuk, és az anyagot átégetjük. Ez a modell automatikus ARC FORCE szabályozással rendelkezik.
A
VRD egy feszültségcsökkentő rendszer, amelynek feladata, hogy a hegesztés befejezése után néhány ezredmásodpercen belül kikapcsolja az áramellátást. Ez a funkció felelős azért is, hogy a bevont elektródán a feszültséget biztonságos szintre csökkentse. A VRD funkció akkor kapcsolja be és ki a hegesztési teljesítményt, amikor az elektróda és a munkadarab között a működés közben mért elektromos ellenállás eléri a megfelelő szintet. Amikor a készülék nem működik, a VRD automatikusan csökkenti a hegesztőcsúcsok közötti szekunder áramkör feszültségét 105 V-ról 14-24 V-ra (ez néhány milliszekundumba telik).
Kompakt és minimalista kialakítás
A készülék 20-330A áramerősséggel hegeszt, lehetővé teszi a hegesztést 1,6-4 mm átmérőjű elektródával.
Az IGBT tranzisztor kétféle tranzisztor előnyeit egyesíti – a térhatású tranzisztorok egyszerű vezérlését, valamint a bipoláris tranzisztorok nagy áttörési feszültségét és kapcsolási sebességét. Az 1,6 mm-es elektródával történő hegesztés mostantól C 16A osztályú késleltetett biztosíték használata esetén lehetséges. A maximális 330A áramerősséggel történő működéshez legalább 20A védelem szükséges.
A hegesztőgép mindössze 3,4 kg tömegű, így nagyon praktikus.
A kis hegesztőházban lévő nagy ventilátor használatával megnőtt a légáramlás, ami csökkentette a tranzisztorok hőmérsékletét. Az eszköz hatékonysága eléri a 60%-ot.
A kábelkötegek határozottan megkönnyítik a hegesztőgéppel való munkát, így még kényelmesebbé válik.
Egyelőtt soha nem látott hegesztő
Az impulzus funkcióval rendelkező MMA és a pulzusos Tiga kombinációja
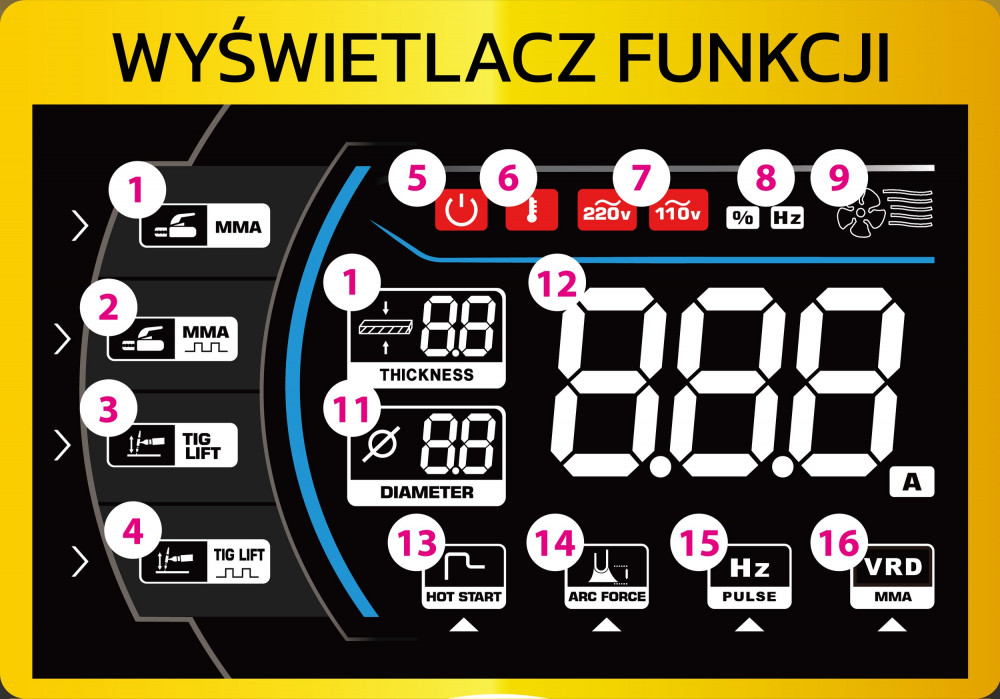
- Elektróda hegesztési funkció MMA módban. Tartsa lenyomva a gombot 3 másodpercig, a jelzőfény villogni kezd, a gomb elforgatásával kiválaszthatja ezt a hegesztési módot.
- Elektródahegesztési funkció impulzusos MMA üzemmódban. Tartsa lenyomva a gombot 3 másodpercig, a jelzőfény villogni kezd, a gomb elforgatásával kiválasztható ez a hegesztési mód.
- Elektródahegesztési funkció TIG LIFT módban. Tartsa lenyomva a gombot 3 másodpercig, a jelzőfény villogni kezd, a gomb elforgatásával kiválaszthatja ezt a hegesztési módot.
- Elektródahegesztési funkció impulzusos TIG LIFT üzemmódban. Tartsa lenyomva a gombot 3 másodpercig, a jelzőfény villogni kezd, a gomb elforgatásával kiválasztható ez a hegesztési mód.
- Ikon jelzi, hogy a tápellátás be van kapcsolva.
- Az eszköz túlterheltségét jelző ikon.
- Tápfeszültség ikon.
- A kiválasztott paraméter %-át vagy gyakoriságát szimbolizáló ikonok.
- Engedélyezett ventilátor ikon.
- A hegesztőáram kiválasztásának paramétere az anyag vastagságától függően.
- Paraméter a hegesztőáram és az elektróda átmérőjének kiválasztásához.
- A beállított paraméter értéke [A], [%], [Hz].
- HOT START funkció. Az ív megütésekor működik, így a hegesztőáram átmenetileg a beállított érték fölé emelkedik. A HOT START úgy van kialakítva, hogy megakadályozza az elektróda hozzátapadását az anyaghoz, és nagyon hasznos az ív meggyújtásakor. A funkciót a gomb rövid megnyomásával lehet kiválasztani.
- ARC FORCE funkció. Ez a funkció megkönnyíti az olvadt anyagcseppek átvitelét az elektródáról az alapanyagra, megakadályozva az ív kialudását, amikor a cseppek érintkezést (azaz rövidzárlatot) okoznak az elektróda és a hegesztőmedence között. A funkciót a gomb rövid megnyomásával lehet kiválasztani.
- A pulzációs frekvencia megváltoztatására szolgáló funkció. Laposabbá teszi a hegesztési varratot és erősebbé a hegesztést Használható MMA PULSE / TIG LIFT Impulzusmódszer A felhasználó másodpercenként 1-5-szörös impulzust állíthat be. A funkciót a gomb rövid megnyomásával lehet kiválasztani.
- VRD funkció MMA módhoz. Ez a funkció biztonságos szintre csökkenti a kimeneti feszültséget terhelés nélkül 20 V-ra, kiküszöbölve az áramütés veszélyét. A funkciót a gomb rövid megnyomásával lehet kiválasztani.
Hegesztési lehetőségek a PM-IMGT-330L készülékkel
MMA hegesztés
A bevont elektródával történő ívhegesztést MMA-módszernek (Manual Arc Welding) is nevezik, és ez a legrégebbi és leguniverzálisabb ívhegesztési módszer.
Az MMA-módszer bevonatos elektródát használ, amely egy tömörített bevonattal borított fémmagból áll. Az elektróda vége és a hegesztendő anyag között elektromos ív keletkezik. Az ív érintés hatására meggyullad az elektróda végének a hegesztett anyaghoz való hozzáérintésével. Az elektróda megolvad, és az olvadt elektróda cseppjei az íven keresztül a hegesztett fém olvadt medencéjébe kerülnek, és lehűlés után hegesztést képeznek. A hegesztő az elektródát olvadás közben a hegesztett tárgyhoz mozgatja, hogy állandó ívhosszú maradjon, és ezzel egyidejűleg az olvadó végét a hegesztési vonal mentén mozgatja. Az olvadó elektróda bevonat olyan gázokat bocsát ki, amelyek megvédik a folyékony fémet a légkör hatásától, majd megszilárdulva salakot képeznek a medence felületén, amely megvédi a megszilárdult hegesztési fémet a környezeti hatásoktól. Miután az elektródát elmozdítja a munkadarabtól, az elektromos ív leáll, és a hegesztési folyamat megszakad. Az egyik gyöngy lerakása után a salakot mechanikusan el kell távolítani.
Az alapvető különbség a többi hegesztési módszertől, hogy az MMA módszernél az elektróda lerövidül. A TIG és MIG/MAG módszereknél az elektróda hossza változatlan marad, a nyél és a hegesztett elem közötti távolság pedig állandó. Az MMA módszernél az elektróda és a hegesztőmedence közötti állandó távolság megtartása érdekében az elektródatartót folyamatosan a hegesztendő elem felé kell mozgatni, ami azt jelenti, hogy a hegesztő szaktudása kiemelt szerepet kap.
TIG hegesztés
A TIG hegesztés olyan módszer, amely lehetővé teszi a legjobb minőségű hegesztések készítését. A hegesztőív egy magas hőmérsékletű, nem fogyó wolframelektróda és a munkadarab között világít. A módszer nevét adó inert gáz oxigénmentes atmoszférát hoz létre, és megakadályozza a kémiai reakciókat a folyékony hegesztőmedencében. Ez sima, egyenletes és pórusmentes illesztéseket eredményez. A kötőanyag adagolása kézzel vagy huzaladagolóból történik.
A TIG hegesztés minden hegeszthető fémnél lehetséges. A legnagyobb felhasználási terület a rozsdamentes acélok és a színesfémek, például alumínium, réz és sárgaréz. A TIG-t elsősorban a hegesztési varratok gyökérmenetének létrehozására használják, mivel a varratok tiszták és pórusmentesek, ezért jól ellenállnak a dinamikus terheléseknek.
Inert védőgáz
Inert (nem reaktív) gázt használnak AWI-hegesztéshez. A gázatmoszférának védő funkciója van - megakadályozza a kémiai reakciókat a folyékony hegesztőmedencével és a felmelegített anyaggal. Ez garantálja a kiváló minőségű hegesztési varratokat.
Védőgázként olyan nemesgázokat használnak, mint a hélium, argon vagy ezek keverékei. Leggyakrabban az argont használják: optimalizálja a gyulladási tulajdonságokat és különösen stabil hegesztési ívet biztosít. A hélium jobban elvezeti a hőt, mint az argon, így biztosítja a mély és széles behatolást.
A volfrámelektróda a TIG hegesztés szíve. A volfrám olvadáspontja 3380 Celsius-fok, ami a legmagasabb az összes tiszta fém közül a periódusos rendszerben. Ennek köszönhetően az elektróda nem olvad meg, miközben az általa létrehozott hegesztőív felmelegszik és cseppfolyósítja az anyagot.
Nagyfrekvenciás gyújtás
A TIG hegesztés különlegessége, hogy érintés nélkül képes meggyújtani a hegesztőívet. A gyors, egymást követő nagyfeszültségű impulzusok szikrákat adnak át a munkadarabnak, és stabilizálják a hegesztőívet. A hegesztő számára a nagyfrekvenciás gyújtás rendkívül egyszerűen használható. Az elektróda nem tud hozzátapadni a hegesztett elemhez, és nem képződik volfrámzárvány a varratban.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}