Technikai adatok
- modell: PM-IMGTS-220L
- tápellátás: 230 V / 50 Hz
- MIG/MAG energiafogyasztás: 6 kVA
- TIG energiafogyasztás: 5,8 kVA
- MMA energiafogyasztás: 5,8 kVA
- hegesztési módszerek: MIG-MAG FLUX / MMA / LIFT-TIG
- MIG-MAG hegesztőáram-tartomány:30–220 [A] (a huzalvastagságtól függően) (10 V–26,5 V)
- SYN-MIG hegesztőáram-tartomány: 30–220 [A] (a huzalvastagságtól függően)
- MMA hegesztőáram tartomány: 25–220 [A]
- TIG hegesztőáram tartomány:15–220 [A]
- 100%-os hegesztőáram-terhelési ciklus: (MIG-MAG – 170A)
- hegesztőáram 60%: (MIG-MAG – 220 A)
- 100% hegesztőáram-terhelési ciklus: (MMA – 170 A)
- hegesztőáram 60%: (MMA – 220 A)
- 100% hegesztőáram-terhelési ciklus: (TIG-LIFT – 170 A)
- hegesztőáram 60%: (TIG-LIFT – 220 A)
- támogatott huzalátmérők: 0,6 / 0,8 / 0,9 / 1,0 [mm]
- támogatott elektródaátmérők: 1,6 mm–5 mm
- MIG-MAG hegesztési feszültség:15–26,5 [V]
- üzemmódok: kézi / félautomata / szinergikus
- Támogatott drótorsók: legfeljebb 5 kg-ig
- szigetelési osztály: F
- hálózatvédelem: 25 A (MIG), 32 A (MMA), 25 A (TIG)
- védelmi fokozat: IP21S
- méretek: 41 x 19 x 29 [cm] (hossz / szélesség / magasság)
- nettó tömeg: 7,5 kg
Berendezés
- tömegtartó (-): 205 cm
- MMA elektródatartó (+): 210 cm / dugó átmérője 9 mm 16-25
- EURO MIG / MAG fogantyú:295 cm
- kontaktus tipp: 1x 0,8 [mm]
- görgős (kétoldalas) kezelőhuzal: 0,8 mm és 1,0 mm; U
típusú
- hegesztőmaszk
- kefe kalapáccsal
- lengyel és angol nyelvű felhasználói kézikönyv
Mi az a PM-IMGTS-220L inverteres migomat?
APOWERMAT PM-IMGTS-220L félautomata hegesztőgép nagyon széles felhasználási körrel rendelkezik. Különféle anyagcsoportok hatékony hegesztését teszi lehetővé, széles anyagvastagság-tartományban. Az alkalmazott IGBT tranzisztorok jótékony hatással vannak az alacsonyabb villamosenergia-fogyasztásra, nagyobb ellenállást biztosítanak az interferencia és a feszültségesés ellen, valamint jó ívkarakterisztikát.
A vezérlőpult most még könnyebben használható, és a kezelő gyorsan hozzáfér az összes funkcióhoz. Ez pozitív hatással van az üzemben az ergonómiára és a munka hatékonyságára.
A készüléknek van egyszinergikus hegesztési funkciója, melynek köszönhetően minden hegeszthető anyag hegesztésekor a legjobb minőségű hegesztés érhető el - különösen a rozsdamentes acél és alumínium.
Az eszköz elektronikájaIGBTtranzisztorokon alapul, amelyek kétféle tranzisztor előnyeit egyesítik - a térhatású tranzisztorok egyszerű vezérlését és a nagy leállást feszültség, valamint a bipoláris tranzisztorok kapcsolási sebessége. A hegesztőáram nagyon stabil, ami tökéletes hegesztést garantál. Az IGBT technológiának köszönhetően az eszköz könnyebb és energiatakarékosabb.
A PM-IMGTS-220L modell egy hegesztőgép, amelynek kialakítása hatékony IGBT tranzisztorokon alapul. Két áttetszőLCDkijelzővel van felszerelve, amelyek a gombok segítségével beállított aktuális hegesztőáramot mutatják, az egyik egyben funkcióválasztó gomb is. A Migomat hűtőventilátorral, elektronikus áramkörökkel és egyéb alkatrészekkel, valamint hőérzékelővel rendelkezik, amely megvédi a készüléket a túlmelegedéstől.
Teljesítmény és képességek
Nagy teljesítmény és hatékony hűtés
Az IGBT tranzisztor technológia használatának köszönhetően az eszköz hatásfoka eléri a 60%-ot.
Teljesen automatikus huzalelőtolás.
Beépített funkciók, amelyek megkönnyítik a munkát
A - HOT START (automatikus), amelyet általában melegindításnak neveznek, lehetővé teszi a hegesztőáram átmeneti növelését a hegesztő által beállított érték fölé. A HOT START akkor működik, amikor az ív meggyullad, és célja, hogy megakadályozza az elektróda hozzátapadását az anyaghoz. Sokkal könnyebbé teszi az elektróda meggyújtását.
A - ANTI STICK (automatikusan) lekapcsolja/minimalizálja a hegesztési feszültséget és áramerősséget az elektróda és a hegesztett anyag közötti rövidzárlat esetén. Az ANTI STICK segítségével a hegesztő könnyebben eltávolíthatja az elektródát.
Az - ARC FORCE (0–10) stabilizálja az ívet, függetlenül annak hosszától. A funkcióértékek csökkentése lágy ívet és kisebb behatolási mélységet eredményez, míg a funkcióértékek növelése mélyebb behatolást és rövid ívhegesztés lehetőségét eredményezi. Az ARC FORCE funkció legmagasabb értékével lehetséges, hogy az elektródát az olvadt fém medencéjébe nyomjuk, és átégetjük az anyagot.
- VRD (BE/KI)Ez a funkció lemerült állapotban körülbelül 20 V-ra csökkenti a kimeneti feszültséget egy biztonságos szintre, így kiküszöböli az áramütés veszélyét.
Technológia és szinergia lehetőségek
További munkavégzési kényelmet és előnyöket biztosítanak:
- Manuális mód (MIG) – a funkció lehetővé teszi a hegesztési paraméterek manuális beállítását szén-dioxid gázpajzsban - FeC/Co2 vagy FeC/ArCo2E308 Ar98 pajzsban történő hegesztéskor.
- Szinergikus mód (SYN MIG) – olyan funkció, amely lehetővé teszi az automatikus paraméterválasztás beállítását.
- Nincs szükség védőgázok használatára a FLUX funkcióval – kényelmes önvédő vezetékek használatakor
- A huzalvastagság kézi kiválasztása a megfelelő paraméterekhez és automatikus tartományokhoz
- A hegesztésvezérlés kézi kiválasztása (kétütemű - 2T / négyütemű - 4T)
- Automatikus hegesztési paraméterek kiválasztásagáztípushoz, védőgáz hiányához és alumíniumhegesztéshez
- FLUX funkció – önárnyékolt E308 Ar98 huzalokkal történő hegesztéskor
- Az induktivitás beállítása (-10 - (+10) lehetővé teszi az ívjellemzők optimalizálását a hegesztett lemez vastagságától, valamint a hegesztési módoktól és körülményektől függően. A funkció vékony hegesztéskor hasznos acéllemezek, megakadályozva azok égését és a horganyzott lemezek forrasztásakor az induktivitás értékének változtatása csökkenti a hegesztési fröcskölés mennyiségét is
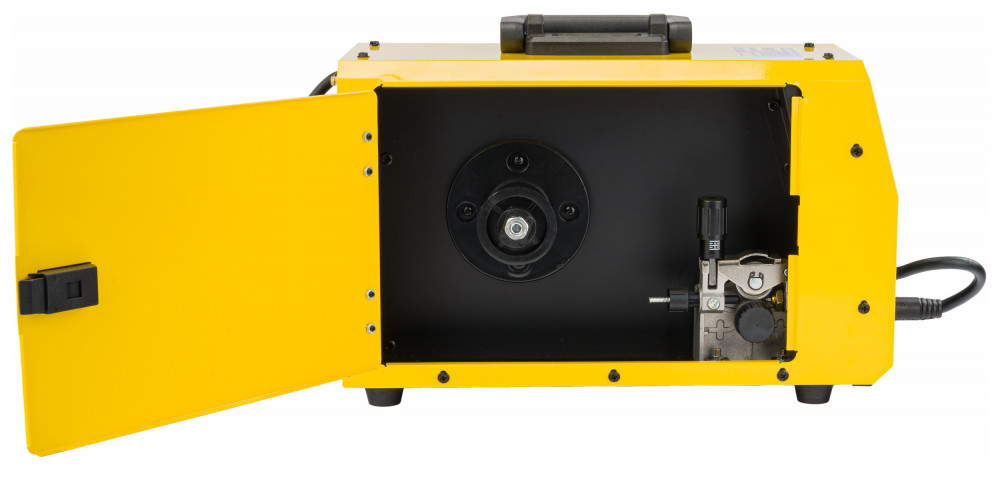
Huzalelvezető rendszer
A 2 tekercses adagoló lehetővé teszi a hegesztőhuzal pontos előtolását, kiküszöbölve annak csúszását.
Az eszköz mobilitása
A könnyű konstrukció és a stabil alumínium fogantyú lehetővé teszi az egész eszköz könnyű mozgatását.
Hegesztési lehetőségek a PM-IMGTS-220L készülékkel
MIG/MAG hegesztés
A MIG/MAG hegesztés az egyik legszélesebb körben használt hegesztési eljárás. De valójában mi is van mögötte? Minden a megfelelő védőgázok és töltőanyagok kiválasztásától függ, egészen a különböző típusú hegesztőívek tulajdonságaiig.
A MIG/MAG hegesztés más néven fémívhegesztés.
Hol használják ezt a hegesztési módszert?
A MIG/MAG hegesztési eljárások rendkívül univerzálisan alkalmazhatók. Felhasználják többek között a fémfeldolgozó iparban, acélszerkezetek és tartályok építésében, a hajógyártásban és az autóiparban. A MIG/MAG eljárások különféle anyagokból, különböző vastagságú és geometriájú elemek hegesztését teszik lehetővé. A MIG hegesztés különösen alkalmas színesfémekhez: alumínium, magnézium, réz és titán. A MAG módszert elsősorban ötvözetlen, gyengén ötvözött és erősen ötvözött acélok hegesztésére használják.
A MIG/MAG hegesztés előnyei:
- nagy olvasztási hatékonyság,
- nincs salak,
- a hegesztőív könnyű begyújtása,
- jól alkalmas gépesített és automatizált hegesztésre,
- nagy hegesztési sebesség jó hegesztési minőséggel,
- jó alkalmasság kényszer- és nehéz helyzetekben való használatra,
- alacsony kötőanyagok költsége.
MMA hegesztés
A fedett elektródával végzett ívhegesztést MMA módszernek (Manual Arc Welding) is nevezik, és ez a legrégebbi és leguniverzálisabb ívhegesztési módszer.
Az MMA módszer bevont elektródát használ, amely egy tömörített bevonattal borított fémmagból áll. Az elektróda vége és a hegesztendő anyag között elektromos ív keletkezik. Az ív érintés hatására meggyullad az elektróda végének a hegesztett anyaghoz való hozzáérintésével. Az elektróda megolvad, és az olvadt elektróda cseppjei az íven keresztül a hegesztett fém olvadt medencéjébe kerülnek, és lehűlés után hegesztést képeznek. A hegesztő az elektródát olvadás közben a hegesztett tárgyhoz mozgatja, hogy állandó ívhosszú maradjon, és ezzel egyidejűleg az olvadó végét a hegesztési vonal mentén mozgatja. Az olvadó elektróda bevonat olyan gázokat bocsát ki, amelyek megvédik a folyékony fémet a légkör hatásától, majd megszilárdulva salakot képeznek a medence felületén, amely megvédi a megszilárdult hegesztési fémet a környezeti hatásoktól. Miután az elektródát elmozdítja a munkadarabtól, az elektromos ív leáll, és a hegesztési folyamat megszakad. Az egyik gyöngy lerakása után a salakot mechanikusan el kell távolítani.
Az alapvető különbség a többi hegesztési módhoz képest, hogy az MMA módszernél az elektróda lerövidül. A TIG és MIG/MAG módszereknél az elektróda hossza változatlan marad, a nyél és a hegesztett elem közötti távolság pedig állandó. Az MMA módszernél az elektróda és a hegesztőmedence közötti állandó távolság megtartása érdekében az elektródatartót folyamatosan a hegesztendő elem felé kell mozgatni, ami azt jelenti, hogy a hegesztő szaktudása kiemelt szerepet kap.
TIG hegesztés
A TIG hegesztés olyan módszer, amely lehetővé teszi a legjobb minőségű hegesztések készítését. A hegesztőív egy magas hőmérsékletű, nem fogyó wolframelektróda és a munkadarab között világít. A módszer nevét adó inert gáz oxigénmentes atmoszférát hoz létre, és megakadályozza a kémiai reakciókat a folyékony hegesztőmedencében. Ez sima, egyenletes és pórusmentes illesztéseket eredményez. A kötőanyag adagolása kézzel vagy huzaladagolóból történik.
A TIG hegesztés minden hegeszthető fémnél lehetséges. A legnagyobb felhasználási terület a rozsdamentes acélok és a színesfémek, például alumínium, réz és sárgaréz. A TIG-t elsősorban a hegesztési varratok gyökérmenetének létrehozására használják, mivel a varratok tiszták és pórusmentesek, ezért jól ellenállnak a dinamikus terheléseknek.
Beépített 3,3 hüvelykes turbóventilátor
A masszív csapágyas ventilátornak köszönhetően a gép nagyon gyorsan lehűl termikus túlterhelés esetén.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}